





Если вести протяженный шов непрерывно от начала до конца, металл получает неравномерный нагрев, затем дает усадку при охлаждении. Также при сварке длинных и многослойных швов качество соединения зависит не только от режима, марки электрода, сварочной проволоки или квалификации сварщика. В результате появляются коробление, остаточные напряжения, смещение кромок, а на сталях с повышенной склонностью к закалке возрастает риск трещин.
Для управления тепловложением применяют обратноступенчатую сварку, а при большой толщине металла используют сварку «каскадом» и «горкой». Эти способы помогают распределить нагрев, снизить скорость охлаждения металла шва и околошовной зоны, удержать сварочную ванну в более стабильном тепловом режиме. В учебных материалах по ручной дуговой сварке такие приемы относят к способам уменьшения сварочных деформаций и напряжений.
Обратноступенчатый способ сварки
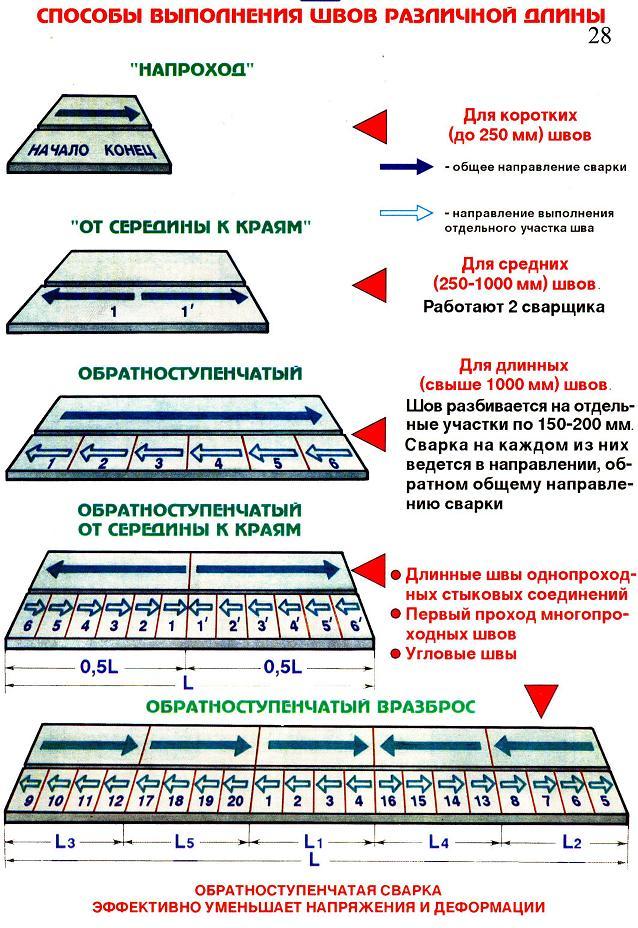
Обратноступенчатый способ применяют при ручной сварке швов средней и большой длины. Суть приема проста: весь шов делят на короткие участки, затем каждый участок варят в направлении, противоположном общему направлению продвижения по шву. В исходной презентации указана типовая длина ступени 100–300 мм.
Схема показывает три варианта выполнения однослойного шва: напроход, обратноступенчатым способом и от середины к концам. Стрелки на схеме обозначают направление сварки отдельных участков и общую последовательность проходов.
На практике это выглядит так:
Сварщик размечает шов на участки одинаковой или близкой длины.
Общая последовательность идет, например, слева направо.
Каждый отдельный валик выполняют справа налево, то есть назад относительно общего движения.
Конец следующей ступени подводят к началу предыдущей, чтобы обеспечить надежное перекрытие и избежать кратерных дефектов.
Такой порядок уменьшает суммарное тепловое растяжение вдоль шва. Металл нагревается участками, усадка распределяется более равномерно, деталь меньше уводит из плоскости. При сварке листовых конструкций это особенно заметно: длинный прямой шов, выполненный напроход, часто «тянет» лист сильнее, чем тот же шов, разделенный на ступени.
Где применяют обратноступенчатую сварку
Обратноступенчатый способ используют при изготовлении и ремонте металлоконструкций, рам, балок, емкостей, кожухов, площадок, лестничных маршей, листовых обечаек. При ручной дуговой сварке короткие швы до 300 мм обычно ведут в одном направлении, средние швы часто начинают от середины к концам, а длинные швы выполняют обратноступенчатым способом. Такая градация приведена в методическом пособии по ручной дуговой сварке.
Метод подходит для MMA, где используют сварочные электроды, и для механизированной сварки, если технологическая карта допускает такую последовательность. При полуавтомате вместо покрытого электрода работает проволока для сварки, которая непрерывно подается в зону дуги и образует наплавленный металл.
Сварка «каскадом»
Сварку «каскадом» применяют на многослойных швах, когда толщина металла требует нескольких проходов. В презентации указано, что при ручной сварке этот способ снижает скорость остывания металла шва и околошовной зоны, а также уменьшает вероятность трещин, связанных с недостаточным сечением слоя. Длина ступени при таких приемах обычно составляет 300–600 мм и зависит от состава основного металла.
На схеме показана последовательность выполнения многослойных швов: секциями, каскадом и горкой. При каскаде слои накладывают ступенчато, каждый следующий слой ложится на предыдущий, пока металл еще сохраняет тепло.
Главная задача каскада: не дать зоне сварки резко остыть. Каждый новый валик частично подогревает предыдущий и соседний металл. За счет этого снижается температурный градиент, металл работает мягче, уменьшается риск холодных трещин, особенно на толстых деталях и сталях с повышенной чувствительностью к охлаждению.
В строительных нормах для листовых, объемных и сплошностенчатых конструкций толщиной более 20 мм прямо упоминаются техники, уменьшающие скорость охлаждения сварного соединения: секционный обратноступенчатый способ, секционный двойной слой, каскад и секционный каскад.
Сварка «горкой»
Сварка «горкой» также относится к способам выполнения многослойного шва на толстом металле. Ее применяют, когда нужно сохранить прогретую зону и постепенно нарастить сечение шва. Сварку начинают с короткого участка, затем последующие валики накладывают так, чтобы формировалась «горка» из слоев. В варианте для двух сварщиков работа может идти симметрично от центральной зоны в разные стороны.
При таком способе металл в рабочей зоне постоянно остается разогретым. Это полезно при сварке толстых заготовок, ответственных соединений, низколегированных и среднеуглеродистых сталей, где резкое охлаждение ухудшает структуру металла и повышает риск трещинообразования.
Чем отличаются три способа
Обратноступенчатый способ применяют в основном для управления деформациями на протяженных однослойных и многослойных швах. Шов делят на короткие ступени, каждую ступень варят назад относительно общего направления.
Каскад используют на толстом металле при многослойной сварке. Слои накладывают ступенчато, чтобы каждый следующий проход ложился на еще теплый металл.
Горка подходит для глубоких разделок и массивных деталей. Шов наращивают от локального участка, сохраняя прогрев зоны сварки.
Во всех трех случаях сварщик управляет не только ванной, но и тепловой историей соединения. Для начинающего это может звучать сложно, но логика понятна: чем длиннее шов и толще металл, тем важнее порядок проходов.
Подбор материалов и режима

Для ручной дуговой сварки подбирают сварочные электроды по марке стали, толщине металла, пространственному положению и требуемым свойствам шва. В учебном пособии режим сварки описан как совокупность параметров, куда входят род и полярность тока, диаметр электрода, сила тока, скорость сварки, тип и марка электрода, температура металла перед сваркой и положение шва.
Если нужно купить сварочные электроды для обратноступенчатой сварки или работы каскадом, нельзя ориентироваться только на цену. Сначала проверяют марку основного металла, толщину заготовки, требуемую прочность, условия эксплуатации и рекомендации технологической карты. Для конструкционных сталей часто используют электроды с основным покрытием, когда соединение работает под нагрузкой или требует повышенной стойкости к трещинам.
Для полуавтоматической сварки расходником служит проволока для сварки. При MIG/MAG процессе проволочный электрод непрерывно подается в зону сварки и расплавляется, формируя наплавленный металл. Перед тем как купить сварочную проволоку, проверяют совместимость с основным металлом, тип защитного газа, диаметр, требуемый режим и условия работы.
 |
Читай и комментируй в телеграм-канале Кинешемец.RU |

|
|
|
|
Мнение читателей
Алекс - 04.06.2024
Молодцы, ребята! Так держать!добрый - 04.06.2024
пляж без песка.смехдержаваПатриот - 04.06.2024
Особенно жду на фестиваль Францию. Всегда...Ннн - 04.06.2024
Молодцы!!!2222 - 03.06.2024
А 15 летним на дороге вообще место? Они правил...